Background of Beverage Production Industry
As a crucial component of the food industry, the beverage sector continues to experience market growth across multiple categories with significant trends toward health consciousness and functional products. Raw material process innovations ensure quality and safety, while intelligent automation reduces costs and improves efficiency. Strict quality control and environmental protection measures meet consumer demands while strengthening brand competitiveness. Therefore, an efficient, safe, and sustainable production system serves as the fundamental cornerstone for beverage companies to adapt to market changes and achieve long-term development.

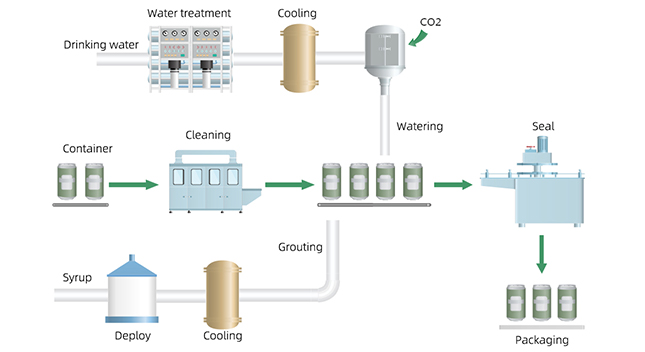
Beverage Production Process Monitoring System
The system enables real-time dynamic monitoring of key parameters including water quality, flow rate, and temperature throughout the entire beverage production process. Utilizing RS485 communication, it reliably transmits real-time data to backend monitoring systems. Through big data models and AI algorithms, it performs multidimensional analysis to achieve intelligent early warnings and comprehensive optimization, ensuring consistent water quality compliance throughout production. Additionally, it extends equipment lifespan and reduces energy consumption, providing a safe, efficient, economical, and intelligent full lifecycle management solution for beverage production.
Key Monitoring Indicators for Beverage Production
1. pH Monitoring
Purpose: Ensure water pH meets process requirements to prevent negative impacts on taste, anti-corrosion effectiveness, and equipment corrosion risks.
2. Conductivity/TDS Monitoring
Purpose: Monitor water purity by measuring total dissolved solids content, indicating the purity level of water sources.
3. Dissolved Oxygen Control
Purpose: Regulate oxygen content to ensure carbonated beverage bubble stability and juice antioxidant properties.
4. Turbidity Monitoring
Purpose: Remove suspended solids including mud and colloids to prevent finished product turbidity or pipeline clogging.
5. Residual Chlorine/Ozone Monitoring
Purpose: Ensure sterilization effectiveness while preventing excessive residues that could affect taste.
6. Hardness Monitoring
Purpose: Prevent scale formation, reduce energy consumption, minimize equipment lifespan reduction, and ensure product compliance.
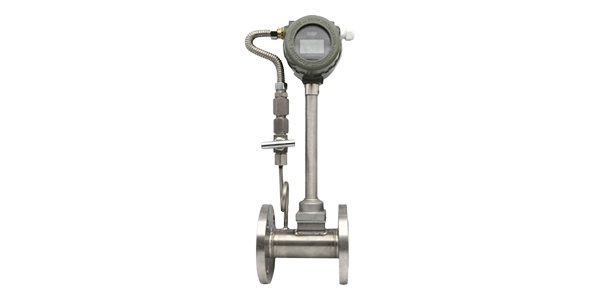
7. Flow Monitoring
Purpose: Enhance production efficiency by reducing raw material waste, ensure process continuity through proper filling speed matching, and maintain compliance with additive dosage requirements.
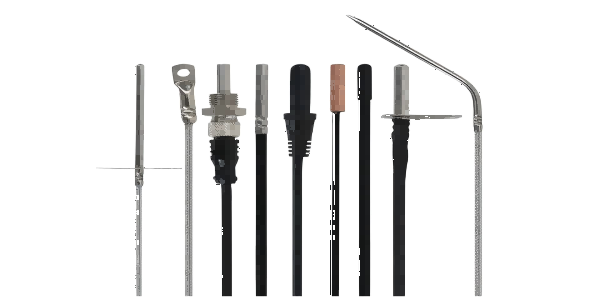
8. Temperature Control
Purpose: Critical for sterilization effectiveness in processes like pasteurization and carbonation degree through CO2 solubility management.
Conclusion
By comprehensively monitoring these key indicators, beverage manufacturers can achieve refined management and intelligent control of production processes. This ensures stable product quality, improves production efficiency, reduces operational costs, and maintains competitive advantage in the dynamic beverage market.
Beverage production process monitoring background
As an important part of the food industry, the beverage industry has seen a continuous growth in the market size of multiple categories, with a significant trend towards health and functionalization. Raw material process innovation ensures quality and safety, intelligent automation reduces costs and increases efficiency, and strict quality control and environmental protection measures meet consumer demand and strengthen brand competitiveness. Therefore, an efficient, safe, and sustainable production system is the key cornerstone for beverage companies to cope with market changes and achieve long-term development.